汽车冲压加工厂,什么导致冲裁件翘曲变形+冲压表面光洁如玉(锐硕)
文章出处:
人气:
发表时间:2020-01-13 17:35
负责汽车
冲压加工厂的技术人员说,关于冲裁件产生翘曲变形的原因和解决对策,小硕为大家整理了一些相关的资料,让大家遇到这种情况时不会再束手无策,下面跟大家一起来看看:
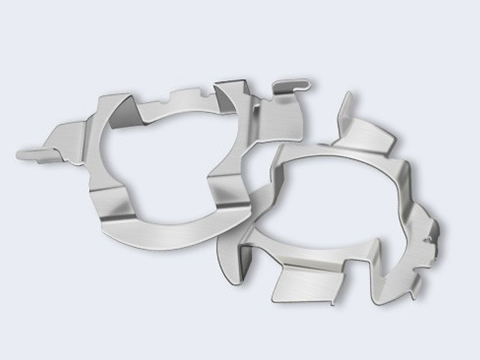
1)原因:
有间隙作用力和反作用力不在一条线上产生力矩。(凸凹模间隙过大及凹模刃口带有反锥度时,或顶出器与工件接触面积太小时产生翘曲变形)。
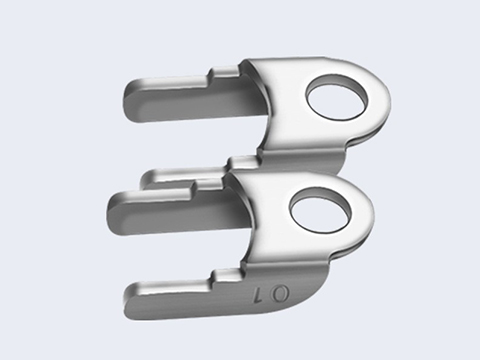
2)对策:
冲裁间隙要选择合理;在模具结构上应增加压料板(或托料板)板材与压料板平面接触并有一定的压力;检查凹模刃口如发现有反锥度则必须将冲模刃口修整合适;如是由于冲裁件形状复杂且内孔较多时剪切力不均匀增大压料力,冲裁前就压紧条料或者采用高精度的压力机冲裁;板材在冲裁前应进行校平,如仍无法消除翘曲变形时可将冲裁后工件通过校平模再次校平;定时清除模具腔内的赃物,薄板料表面进行润滑,并在模具结构上设有通油气孔。
锐硕五金,15年专注汽车
冲压加工厂,5000平米生产车间,上百台精密加工生产设备,20多名研发设计工程师,月100+套模具加工能力和日300万冲次生产产能,冲压精度可达0.01mm,16道质检层层严格把关。可快速为您解决在选择五金件冲压加工时的时间紧急问题,解决冲压精度问题,解决生产品质问题。15年来,锐硕兢兢业业,只为您需求的结果为工作结果!







