金属
五金冲压件厂家,关于不锈钢拉深加工技术,小硕根据多年实践经验总结了一些知识,下面带大家一起来了解一下,让你不再为对不锈钢不熟悉的问题而犯难。

1、材料检测
不锈钢材料用到数最多是304和430二种,304不锈钢是铁素体形状,是一种普遍的不锈钢材料,既具备很强的耐蚀性能,又具备耐热、延展性高、生产加工特性和传热性能好的特性,在家俱、诊疗、装饰设计、工业生产、食品类等行业普遍应用。430不锈钢是金相组织形状,都是一种普遍的不锈钢材料,耐蚀性、可靠性、延展性都比304不锈钢差,但传热性能和物理性能好于304不锈钢,适用于建筑装饰设计、家庭装器材、家用电器构件等。在加工厂里有二种极简单的识别方法能够参照。一种是用一块小磁石来吸,能吸起小磁石的材料一般可判断为430不锈钢,不可以吸起小磁石的材料一般可判断为304不锈钢。另一种是将二种材料用打磨砂纸打磨抛光,在打磨抛光的位置滴进食盐水,置放12~24钟头(置放時间的长度视食盐水的溶度而定)后查验打磨抛光位置的生锈水平。若食盐水色调没有什么转变,看不见很显著的淡黄色班点,则一般可判断为304材料。或许较弱的304材料也会导致食盐水掉色,出現淡黄色黑斑。若打磨抛光的位置食盐水出現显著的淡黄色黑斑,则一般可判断为430材料,淡黄色黑斑越大,遍布地区越大,则材料越差。

2、不锈钢金属薄板拉深生产加工技术
2.1常见问题
拉深件是冲压模具商品的一种,跟一般碳素钢对比,不锈钢材料的冲压模具拉深更加繁杂,不锈钢拉深全过程中必须留意下列事宜。
1) 表面有缺点的毛胚不可拉深。一些拉深件对表面品质规定很高,如家用电器內胆、家用电器机壳和厨具等,假如用表面有缺点的毛胚拉深,商品上把存留这种缺点,乃至会越来越更比较严重,危害事后工艺流程,毫无疑问会大大增加成本费。
2) 拉延深层不适合过大。不锈钢材料因为抗压强度高,冷作硬化明显,拉深难度系数很大,非常是数次拉深更为严重。冲压模具实践活动说明,危害材料的極限拉深指数的要素关键是材料的硬底化指数值n和厚向异性朋友指数值R值。假如n值和R值越大,那麼材料的拉深特性越高。304材料n值高,对不锈钢不锈钢水槽这种不规律的拉深件成型很容易,但R值不如高碳钢,因此極限拉深指数小于高碳钢。 430不锈钢R值比304不锈钢高,n值比304不锈钢高矮,拉延特性更差。换句话说,不锈钢的拉深比较独特,一般拉延深层不适合过大,不然非常容易出現开裂等难题。
3)拉深不可以造成表面刮痕。在当代日常生活,不锈钢拉深工艺品在橱卫层面运用十分普遍。如清洗不锈钢水槽、微波炉加热机壳、水槽洗碗机內胆、全自动洗衣机内筒、电冰箱外门、煤气灶控制面板等[3]。不锈钢拉深时因为非常容易粘模,挫伤钢件,严重危害商品表观。以便降低不锈钢工艺品的挫伤,拉深时务必选用一些安全防护对策。如:选用优良的润化;凹模选用软材料制做(如铜基材料);在不锈钢厚板上贴上一层塑胶薄膜,拉深后再撕下塑料薄膜。水槽洗碗机内门材料就在表面贴了一层维护塑料薄膜,水槽洗碗机底版拉深模的包边条圈和凹模都选用铜基合金等。
4)拉深件不适合久放。拉深成形中,材料会造成冷作硬化状况,促使材料塑性变形减少而形变抗力扩大。不锈钢材料的冷作硬化状况特别是在比较严重,内应力大。针对一些关键的不锈钢五金冲压件拉深后一般要开展去应力退火,否则在拉深件口部非常容易出現裂开状况[4]。此类零件要是没有采用适度的解决对策不是提议储放好长时间的。
2.2磨具空隙
不锈钢的冷作硬化会对五金模具导致损坏、刮痕、裂开等众多很多欠佳的危害。因此挑选适合的磨具空隙看起来至关重要。430不锈钢的磨具空隙跟一般碳素钢的取值类似,可是304不锈钢的磨具空隙一般 能取大一些。430不锈钢的磨具空隙一般是料厚的1.10~1.15倍,304不锈钢的磨具空隙一般是料厚的1.35~1.40倍。实际标值可参照表2。此外,磨具空隙的取值要充分考虑五金冲压件的深层,深层越大,磨具的空隙也尽可能变大;要考虑到不一样批号的材料的薄厚差别危害;要考虑到长期生产制造磨具的损坏。
2.3凹模和冲针的半径
不锈钢金属薄板拉深模的凹模和冲针半径是由料厚、冲压模具的深层、材料等决策的。冲针的半径很小将会导致五金冲压件的底端裂开或掉下来。凹模口部的半径很小会限定金属材料流动性,导致外壁因过多拉申而破裂。可是凹模和冲针的半径又不可以很大,很大得话非常容易造成制作的发皱。因而,挑选适合的凹模和冲针半径看起来非常关键,凹模和冲针半径一般 根据材料的薄厚而定。对304不锈钢,凹模口部半径一般为料厚的4~8倍,冲针半径一般为料厚的4~6倍。在第一次拉深时,凹模口部半径应选大一些。在事后的拉深中,随之拉深件的直徑缩小,可适度减少凹模口部半径。在第一次拉深时,冲针半径可适度取大一些。在事后拉深中,随之拉深件直徑及其底端半径减少,冲针半径也理应开展相对调节。

2.4毛胚件设计方案
拉深件的毛胚直徑一般应超过冲针直徑的2倍,毛胚规格很大拉深时材料向内流动性受阻会导致制作裂开。冲压模具筒状物质时,毛胚的规格在于商品的最后样子、材料拉申特性、制作的法兰尺寸。此外也要考虑到边沿是不是整平的整修规格。冲压模具盒状件一般把毛胚裁成八角形或矩形框,低合金板侧角较小的盒状件毛胚样子一般取八角形,八角形有益于侧角处的金属材料流动性。针对样子均称的组成件的毛胚样子规格能够凭借图解法测算。不规律样子的商品的毛胚规格必须根据不断实验来获得。用以较深冲压模具的不锈钢材料理应是开展淬火解决的,退太过的材料产生裂开和发皱的趋向较小。不锈钢材料表面一定要整平光洁,那样将有利于润滑脂均布表面。不然,非常容易造成刮痕和黑斑。不锈钢材料理应严控薄厚,假如材料偏差比较严重,非常容易造成发皱和裂开状况。
2.5润滑脂
在冲压模具全过程中,润滑脂可以合理维护不锈钢表面,降低磨具和材料触碰全过程中造成的擦破、刮痕及其黑斑。冲压模具不锈钢零件时,应选用黏度很大的润滑脂。工作压力很大的冲压模具一般选用有效氯或是硫含量的脂肪油及其低温蜡烛来润化,这种润滑脂可以在不锈钢的表面产生一层平稳的塑料薄膜,能够合理降低裂开状况。一般的冲压模具选用悬乳状的水溶性油来润化就能符合要求。润滑脂能够选用涂漆、侵泡、喷洒或是擦洗的方式 释放于材料表面。冲压模具时在制作的不一样构件需要润滑脂是不一样的,在拉延的位置一般无需或应用较小量的润滑脂,而在材料流动性艰难或滑动摩擦力很大的位置必须较过多的润滑脂。选用擦洗的方式 更为灵便靠谱,更能考虑润滑脂的涂覆规定。
2.6磨具材料
不锈钢和高碳钢对比,一般 抗压强度更高,因此必须更大的冲工作压力,而且随之材料的冷作硬化冲工作压力还会持续提升。不锈钢的冷作硬化提升了材料的抗压强度及其强度,进而加重磨具的损坏,因而挑选适合靠谱磨具的材料看起来至关重要。拉深不锈钢中小型零件,模座一般可采用T8A、T10A、W18Cr4V,强度HRC58~60;拉深不锈钢用的凹模一般可采用YG15、YG8。以便缓解拉深件侧边擦破,根据“生产加工软材料时可选用硬材料冲压模具,生产加工硬材料时可选用软材料冲压模具”的工作经验标准,生产加工不锈钢拉深件,也可选用铝青铜、铝铁黄铜、磷铜棒作凹模材料,能超过优良的表面品质规定。拉深不锈钢大零件,在规格精密度规定不高、生产制造大批量并不大的状况下,凸、凹模材料可采用HT300、QT600-2等,有时候也可采用特殊耐磨铸铁等。

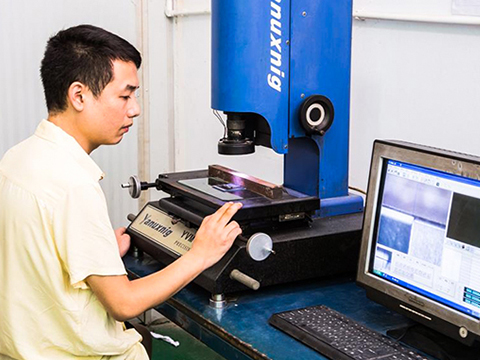
锐硕五金,15年专注金属
五金冲压件厂家 ,5000平米生产车间,上百台精密加工生产设备,20多名研发设计工程师,月100+套模具加工能力和日300万冲次生产产能,冲压精度可达0.01mm,16道质检层层严格把关。可快速为您解决在选择五金件冲压加工时的时间紧急问题,解决冲压精度问题,解决生产品质问题。15年来,锐硕兢兢业业,只为您需求的结果为工作结果!







