五金冲压件厂家,影响冲压件起皱因素+蚕丝般冲压精度0.01mm(锐硕)
文章出处:
人气:
发表时间:2020-01-08 16:01
负责
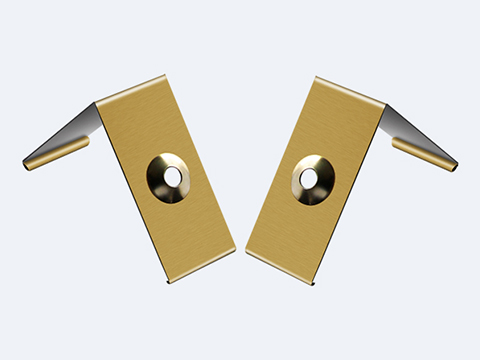
五金冲压件厂家的冲压加工技术人员说,影响冲压件起皱因素有以下几个,小硕整理了一些带大家一起来了解一下:
(1)拉伸深度影响
材料流动阻力沿凹模口的分布于拉伸深度有直接的关系。在内凹和外凸的曲线位置上,拉伸深度过大能引起变形阻力的不均匀分布,形成起皱,应尽量避免。
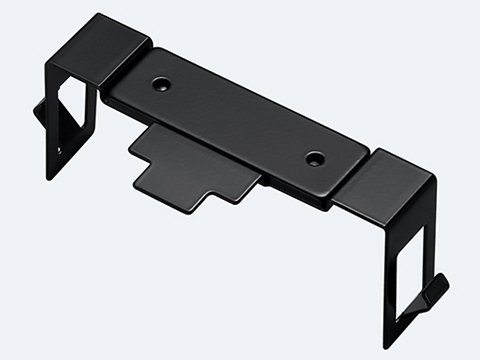
(2)调整压边力的大小
当皱纹在制件四周均匀产生时,应判定为压料力不足,逐渐加大压料力即可消除皱纹。当拉伸锥形件和半球形件时,拉伸开始时大部分材料处于悬空状态。轻易产生侧壁起皱,故除增加压边力外,还应采用增加捡伸筋来增大板内径向拉应力,消除皱纹。
(3)凹模圆角的半径影响
凹模的圆角半径过大,毛坯向凹模内流动经过凹模圆角是产生弯曲变形的弯曲阻力越小。弯曲阻力越小,越容易造成起皱的发生。凹模半径小弯曲变形的弯曲阻力越大,越不容易起皱,但易造成制件的开裂和拉毛现象产生。

通过大量的生产实践经验积累证明,冲压件的起皱的主要原因,为拉伸过程中材料的堆积和局部材料运动速度的过快造成的。在制定实际解决方案时,应从以上方面考虑调整模具的相应机构,会取得不错的效果。
锐硕五金,15年专注
五金冲压件厂家,5000平米生产车间,上百台精密加工生产设备,20多名研发设计工程师,月100+套模具加工能力和日300万冲次生产产能,冲压精度可达0.01mm,16道质检层层严格把关。可快速为您解决在选择五金件冲压加工时的时间紧急问题,解决冲压精度问题,解决生产品质问题。15年来,锐硕兢兢业业,只为您需求的结果为工作结果!







